プランジャー内でいったん加熱軟化させた材料を、狭い材料の通り道から加熱されたキャビティの中に押し込んで硬化させる方法です。

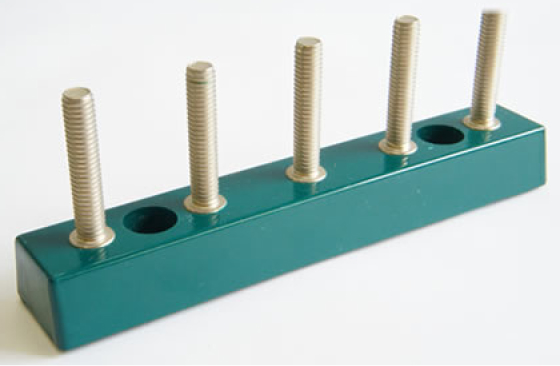
金型内にあらかじめインサート品を装着した後、金型を閉じて樹脂を注入し、樹脂とインサート品が一体化した複合部品を成形する成形技術です。

熱硬化性樹脂(プラスチック)の成形法としては、最もポピュラー且つ歴史のある成形法です。

加熱筒内のスクリューによって可塑化、混練された溶融樹脂を任意の形状に加工した金型中に高速、高圧で充填させた後、冷却、固化または反応、硬化させて製品とする成形方法です。
| 社名 | 浪華合成株式会社 |
|---|---|
| 住所 | 〒536-0008 大阪市城東区関目5丁目11番7号 |
| 電話番号 | 06-6939-0265(代表) |
| FAX番号 | 06-6939-0269 |
| 資本金 | 3000万円 |
| 設立 | 昭和30年12月24日 |
| 代表取締役 | 森谷 浩二 |
| 社名 | 九州浪華合成株式会社 |
|---|---|
| 住所 | 〒897-0303 鹿児島県南九州市知覧町永里14642番地 |
| 電話番号 | 0993-84-1119 |
| FAX番号 | 0993-84-1119 |
| 資本金 | 900万円 |
| 設立 | 平成26月3月4日 |
| 代表取締役 | 森谷 浩二 |